
|
Although the Romans practised fulling techniques, and probably first introduced the process to Britain, until the 12th Century, the process would have been a manual process involving people in physically trampling the cloth in tubs and then in streams. However, fulling was the first part of the cloth-making process to become mechanised, and records dating to 1185, indicate a fulling mill at Temple Newsham, West Yorkshire and another at Barton on Windrush, near Temple Guiting in Gloucestershire, both these mills set up by the Knight Templars. These fulling mills processed the cloth, made from wool produced on the monastic estates, but the lord of a manor, perceiving an additional source of revenue, sought to derive an income tolls levied on non-monastic cloth. This he did by requiring the tenants of his estate to use it to full their cloth. In a grant of 1 acre of land, Isabella de Fortibus authorised Richard Esute to build a fulling mill, and requiring that: "My villeins of Bowcombe Billingham Northwode and Penn shall have their cloth fulled at the said mill." [C.1290. CAR D/7]
The Fulling or Tucking process consists of the closing together of the threads of newly woven woollen fabric with the assistance of soap or acid liquor, with the end purpose of producing a grease free cloth of the correct thickness for future use, including dying. After a piece of woollen cloth has been first woven, the fibres of its fabric are loose, airy and unmeshed, and similar in texture and appearance to a piece of cheesecloth or sackcloth, and the cloth, clinging to its fibres, still retains a significant amount of oil or grease, introduced during the weaving process. Since oils and grease will inhibit the binding action of the dyes, these need removing. Fulling was one in a sequence of important processes involved in the production of woollen cloth, and fulfilled two functions that were necessary for the proper finishing of the cloth, namely scouring and consolidation of the fibres of the fabric. Woven cloth straight from the loom has a rather open, loose texture and the woven threads needed closing or tightening. The fulling process intended to consolidate and thicken the structure of the fabric by knitting the fibres together more thoroughly and by shrinking them, which transformed the cloth from a loose 'net' of threads into a compact, tight, textural whole. Scouring, using water and a cleaning agent, helped rid the cloth of any natural oils and greases. This process involved the use of a number of different agents such as fuller's earth, stale urine or soapwort Fuller's earth, with its ability to absorb dark organic matter from oils and greases was particularly valued for its de-greasing and decolourizing properties. It is a non-plastic, fine clay, containing over half silica and it was from its use in the fulling process that it got its name.
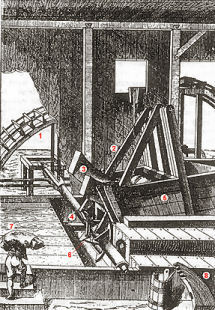
After mixing water and the cleaning agent together, the cloth was pounded in this by fulling stocks or beaters. The amount of fulling required for a particular cloth was part of the skill of the fuller. It depended on the type of wool, the type of water, the cloth texture, the temperature of the water and the time allowed under the fulling stocks. Care was needed to ensure the whole cloth received an equal, consistent beating, and skilled enough to know when the cloth had been fulled sufficiently. Any lack of attention could lead to holes in the fabric, ruining a whole bolt of cloth. The firstly step, sheep's wool being very greasy to handle, was to remove all traces of grease from the newly woven wool, and this would be done by smearing the cloth with soap, soda and covering with hot water, then trampling in a trough or washtub, or later, between rollers, until all traces of oil or grease were removed. Then the actual fulling took place, with the cloth passing beneath wooden mallets, usually three times. The first time the trough beneath mallets contained urine, collected by the cask from the cottagers who received a penny a bucket. The second fulling was with the fuller's earth and the third with hot soapy water. Each pounding lasted two hours, with a final thorough rinsing in clean water. The fulling stocks used a large wooden frame to support an inclined arm with a stock at one end, rather like a large mallet, pivoted at one end to allow it to swing in an arc down onto the cloth contained in a wooden trough. Originally, it was this trough, filled with the fulling liquor, that was known as the 'stocks' and the cloth would be walked on by foot. However, with the advent of the water-powered fulling mill, this name transferred to the whole mechanism itself. The large wooden mallets consisted of a wooden shank with a heavy wooden foot or stock on the end and lifted by means of a cam or trip. These cams were set on a large horizontal shaft and pushed back the heavy wooden mallets or stocks. In larger mills, a long camshaft that raised them in a staggered sequence would operate a series of these stocks. More usually, fulling stocks were set in pairs, each working alternately and swinging like a pendulum down onto the cloth. The face of the stock had a stepped rather than a flat end, whilst the box, which contained the cloth, had a curved backboard. These two features allowed the stock to turn the cloth round gradually after each blow ensuring an even application of the fulling process to the cloth, and preventing any excessive wear to any one area.
Following the fulling process, the cloth was attached is to a tentering frame in order to stretch it to the required size by setting the weave to a consistent dimension and tension, and it also acted as a way of evenly drying and bleaching the cloth in the sunlight. The tentering frame was a wooden framework, similar to a fence, consisting of a number of upright posts or rails set at intervals in a line, fixed to which, one above the other, were two long horizontal bars stretching from one end of the row to the other. Whilst the top bar was set, the lower one, set parallel to the upper one, was adjustable to suit the required width of the fulled cloth. Fixed all along the bars every three or four inches were tenterhooks, L-shaped iron hooks, pointed at both ends. The tenterhooks on the top bar were set so they pointed upwards, while those on the lower adjustable bar pointed downwards, this meant that after fixing the edge of the fulled cloth to the tenterhooks, the frames were adjustable to cope with the differing widths of broadcloths and narrow cloths, such as Kerseys.
The tenter-frames or 'racks', were usually set up in fields adjacent to the fulling mill, often called "Rack Close". Consequently, the presence of a field so named may help to identify the site of a former fulling mill or one that has changed its use over time. On 17th and 18th century maps, especially Speed's town maps, and usually on the outskirts of the town, these frames are visible, looking like rows of small, fences. In Exeter, there is a "Rack Lane", while in other towns, areas called "Tenter Grounds" served the same purpose. The pounding of the cloth by the stocks creating a great deal of noise and, along with the sound of the force of the water, a fulling mill could be heard from some distance. Like with later mechanised weaving mills, the momentum of the machinery could also be dangerous, for if any clothing caught in the stocks, then a serious injury was the likely result. The Tentering Process After fulling, the cloth had a nap raised by brushing it with the dried heads of the teasel plant a thistle-like plant that produces a seed-head, shaped like a cone, made up of spines with hooked points. The teasels mounted on a handle, and used to raise the nap of the cloth. It was then ready for 'shearing' or 'cropping', whereby the surface fibres or hairs of the fabric were trimmed with very large hand shears. This improved its appearance and feel by making the cloth smoother. Often these two processes were repeated a number of times to produce a very smooth finish. This process, observed by her in Exeter which was famous for its serges, fascinated Celia Fiennes, the 17th century traveller: It is a petty diversion to see it, a sort of huge notch'd timbers like great teeth, one would think it would injure the serges but it does not. The mills draw in with such great violence that if one stands neere it, and it catch a bitt of your garments it would be ready to draw in the person even in a trice.After the pounding and rinsing, the cloths were stretched on racks to dry. These were horizontal bars of oak on oak uprights driven into the ground. Celia Fiennes describes the racks she saw, "as thickset one by another as will permit the dresser to pass between." The top rail fixed and the bottom adjustable to accommodate differing width of cloth. Both rails studded with tenterhooks, L-shaped nails, which into selvedge's of the cloth to keep it stretchedHence our familiar expression "to be on tenterhooks". Cloth often shrank by as much as 12 yards in length while being fulled and perhaps as much as five feet in width. Racking or tentering might add an additional two yards to its length as well as drying it or bleaching it, if necessary, but there was an Act of Parliament against stretching cloth excessively, passed in 1550, and directed particularly at the Welsh cloth makers. Previous Last Edited 03/07/2006 Copyright © 2000-2006 Witheridge Unless otherwise indicated on the page in question, the photographic images reproduced on this site belong to the Witheridge Archives, and, as such may not be reproduced for commercial purposes without written permission. However, you are welcome to use any of the photographs belonging to the archive for personal and/or non-commercial use. Any material shown as not being owned by the archive may not be reproduced in any form without first receiving written permission from the owner of the material in question. This article has been compiled with help from Roger Hewitt at the Isle of Wight History Centre, and I am grateful for his permission to draw on his material and pictures for this article. |